江南游戏网址是什么智能制造
匠心智造品质,科技让品质更可靠,我们提供一站式铝及工程塑料数控加工解决方案,解决客户加工难题,为客户创造效益。
匠心智造品质,科技让品质更可靠,我们提供一站式铝及工程塑料数控加工解决方案,解决客户加工难题,为客户创造效益。
18957483057
hassfull@126.com
宁波市慈溪滨海经济开发区慈东大道2088号
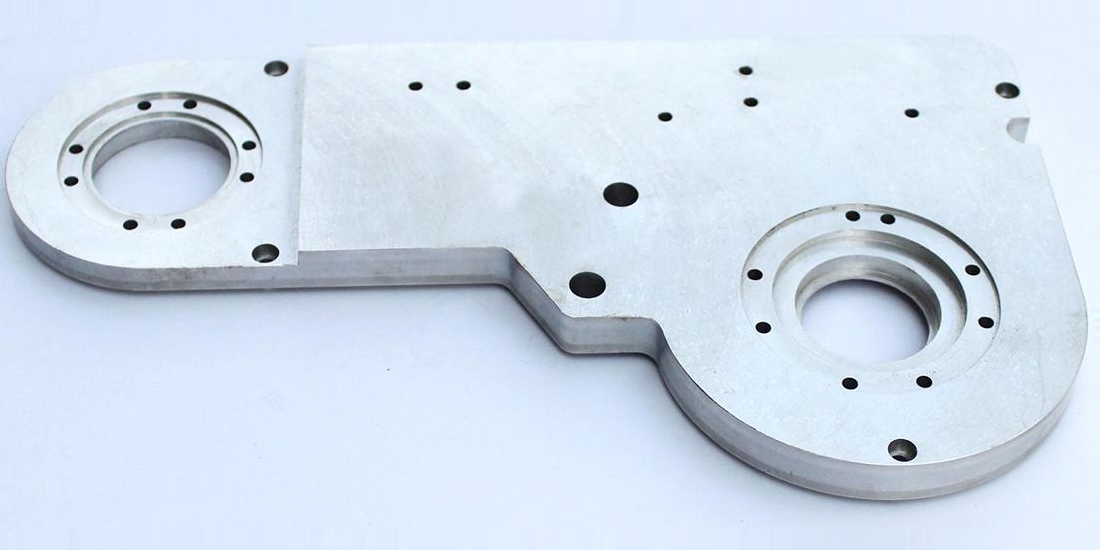

铝板CNC加工样品展示
铝件加工中心怎么打孔变形了?6、合理安排工序。

CNC铝板加工件
铝件加工中心打孔老是不光怎么办?扩孔,留0.5-1.0扩,保持充足冷却,水冷最好,风冷和油冷也行。注意了,铝硬度低,很好打孔,要慢一点打。

哈思孚HASSFULL-F90精密加工中心
铝件加工中心打孔孔距有误差是怎么回事?



